
BE PREPARED: ISO 8501-2
A well-prepared steel substrate ensures long-term performance of protective coatings, so it is important those responsible for inspections observe the international standard ISO 8501-2 to ensure consistency and quality of work.
Steel surfaces have to be regularly maintained and treated with protective coatings to limit degradation and the onset of rust through weathering and corrosive gases. The International Standard ISO 8501, which ranks cleanliness levels in order of increasing work required, specifies a series of rust grades and preparation grades of steel surfaces while Part 2 of the standard specifically covers the preparation grades of previously coated steel structures after localised removal of previous coatings.
There are several preparation grades, indicating the method of surface preparation and the degree of cleaning, specified by the standard. These provide written descriptions of the surface appearance of the cleaning operation and can be supported by pictorial references. Surface preparation by localised blast-cleaning is designated by the letters ‘P Sa’ and is described below.
Table 1 – Localised blast cleaning of previously coated surfaces (P Sa)
| P Sa 2 Thorough localized blast-cleaning Firmly adhering paint coatings shall be intact. The surface of the other parts, when viewed without magnification, shall be free from visible oil, grease and dirt, from loose paint coatings and from most of the mill scale, rust and foreign matter. Any residual contamination shall be firmly adhering. For comparison in ISO 8501-1 see photographs C Sa 2 and D Sa 2. The choice depends on the degree of pitting. |
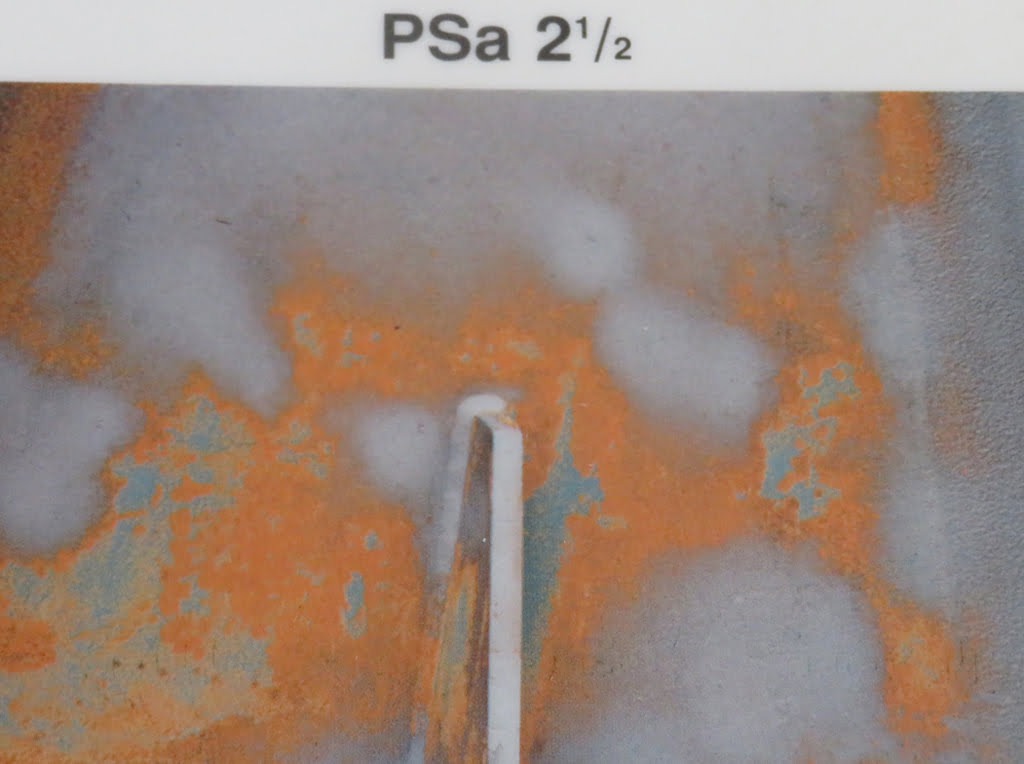
| P Sa 2½ Very thorough localized blast-cleaning Firmly adhering paint coatings shall be intact. The surface of the other parts, when viewed without magnification, shall be free from visible oil, grease and dirt, from loose paint coatings and from mill scale, rust and foreign matter. Any remaining traces of contamination shall show only as slight stains in the form of spots or stripes. For comparison in ISO 8501-1, see photographs C Sa2 and D Sa 2½. The choice depends on the degree of pitting. |
| P Sa 3 Localized blast-cleaning to visually clean steel Firmly adhering paint coatings shall be intact. The surface of the other parts, when viewed without magnification, shall be free from visible oil, grease and dirt, from loose paint coatings and from mill scale, rust and foreign matter. It shall have a uniform metallic colour. For comparison in ISO 8501-1, see photographs C Sa3 and D Sa 3. The choice depends on the degree of pitting. |
Scraping, brushing and grinding using localised hand and power tool cleaning to prepare surfaces is covered by the letters ‘P St’. Note that prior to using these tools, any layers of rust should be removed by chipping. Visible oil, grease and dirt should also be removed.
Table 2 Localised hand and power tool cleaning of previously coated surfaces (P St)
| P St 2 Thorough localized hand- and power-tool cleaning Firmly adhering paint coatings shall be intact. The surface of the other parts, when viewed without magnification, shall be free from visible oil, grease and dirt and from poorly adhering mill scale, rust, paint coatings and foreign matter. For comparison in ISO 8501-1, see photographs C St 2 and D St 2. The choice depends on the degree of pitting. |
| P St 3 Very thorough localized hand- and power-tool cleaning As for P St 2, but the surfaces to be cleaned shall be treated much more thoroughly to give a metallic sheen arising from the metallic substrate. For comparison in ISO 8501-1, see photographs C St 3 and D St 3. The choice depends on the degree of pitting. |
Part 2 also includes the ‘P Ma’ designation. This covers the surface preparation by localised machine abrading, which comprises cleaning by thorough machine abrading (by disc with abrasive, for example) or by special rotating wire brushes, which may be used in conjunction with needle guns.
It is also important to consider the treatment of remaining coatings described by ISO 8501 -2. Prior to the application of further coatings, the remaining parts of the existing coatings should be free from loose material and contaminants, if necessary, and roughened to ensure satisfactory adhesion. The adhesion of the remaining paint coating may be checked with a knife, by a cross-cut test in accordance with IS0 2409, by a portable apparatus for pull off adhesion testing in accordance with IS0 4624, or by other suitable means. Existing sound coatings adjacent to abraded or blast-cleaned areas should be bevelled (feathered back) to give sound and firmly adhering edges. It is also imperative that subsequent coatings be compatible with the remaining coatings.
ISO 8501-2 includes a number of representative photographs of localised prepared surfaces including:
Localised blast cleaning – P Sa 2½
- Iron oxide primer
- Corrosion protection system
- A sound coating
- An unsuitable coating
Localised machine abrading – PMa
- Upper side of a hatch cover
- Upper side of a steel girder
- New construction work: Tubes in a power station
More about ISO 8501-2 and what is involved in the comprehensive assessment of steel surfaces, can be found in the Fitz’s Atlas of Coating Surveys at www.fitzsatlas.com/




