
ASTM D3359: Cutting out the errors
ASTM D3359 (tape test) is part of a suite of international methods that can help surveyors check the quality of the adhesion of coatings.
A substrate and its surface preparation (or lack thereof) can have a drastic effect on the adhesion of coatings. So its important for surveyors to understand the test methods that are available to evaluate adhesion of a coating to different substrates or surface treatments, or of different coatings to the same substrate.
ASTM D3359 involves either an X-cut (test method A) or cross-cut (test method B) tape test method. Using a sharp cutting tool and guide, the former sees two cuts about 40mm in length made into the coating to form an ‘X’ pattern. Tape is then placed at the intersection of the cuts and removed to allow the coating to be inspected and the adhesion rated. The procedure should be repeated in two other locations on each section under test. Reports should detail the number of tests, their mean and range, and the structure or article tested, the location and the environmental conditions at the time of testing.
The standard details the coating thickness requirements for each test method. For coating thickness above 125 microns, test method A shall be used. With test method B, having a coating thickness up to 50 microns, space the cuts 1 mm apart and make eleven cuts. Between 50 and 125 microns, space the cuts 2 mm apart and make six cuts.
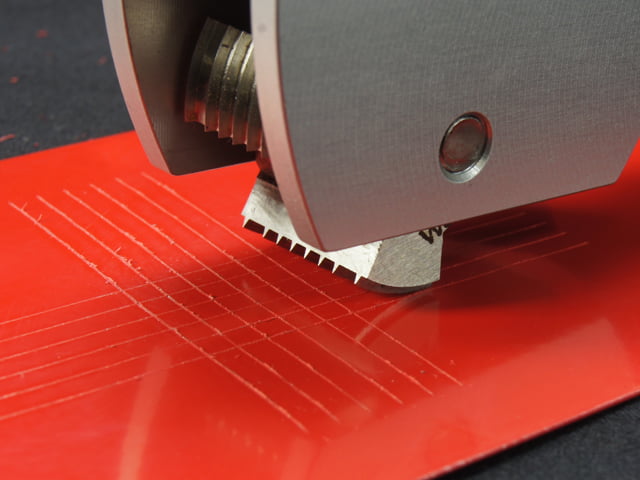
The cross-cut tape test (Method B) is another effective way of classifying a coating’s adhesion qualities. This test, which involves the surface coating being cut into small squares, thereby reducing lateral bonding, can be used for a wide variety of coatings on rigid materials but is also suitable for adhesion testing of coatings on concrete and masonry surfaces. A cutting guide, or special crosshatch cutter with multiple pre-set blades, will be required to ensure the incisions are spaced properly before tape is applied with enough pressure on the section and removed to allow for rating. Multi-tip cutters provide good results only on test areas sufficiently plane that all cutting edges contact the substrate to the same degree. Check also for flatness using a straight edge such as a steel rule.
The test method requires that the free end of the tape be removed rapidly at as close to a 180° angle as possible. When the peel angle and rate vary, the force required for removal can change dramatically due to the rheological properties of the backing and adhesive. Variations in pull rate and peel angle may also lead to differences in test values and must be minimised to assure reproducibility.
It’s also important to remember that a degree of coating is removed from the substrate following the test, which could be problematic, particularly as it can be difficult to properly estimate the percentage removed and the resulting classification rating.
The standard details the summary of the test methods:
Test Method A—An X-cut is made through the film to the substrate, pressure-sensitive tape is applied over the cut and then removed, and adhesion is assessed qualitatively on the 0 to 5 scale.
5A No peeling or removal,
4A Trace peeling or removal along incisions or at their intersection,
3A Jagged removal along incisions up to 1.6 mm (1⁄16 in.) on either side,
2A Jagged removal along most of incisions up to 3.2 mm (1⁄8 in.) on either side,
1A Removal from most of the area of the X under the tape, and
0A Removal beyond the area of the X.
Test Method B—A lattice pattern with either six or eleven cuts in each direction is made in the film to the substrate, pressure-sensitive tape is applied over the lattice and then removed, and adhesion is evaluated by comparison with descriptions and illustrations.
5B The edges of the cuts are completely smooth; none of the squares of the lattice is detached.
4B Small flakes of the coating are detached at intersections; less than 5 % of the area is affected.
3B Small flakes of the coating are detached along edges and at intersections of cuts. The area affected is 5 to 15 % of the lattice.
2B The coating has flaked along the edges and on parts of the squares. The area affected is 15 to 35 % of the lattice.
1B The coating has flaked along the edges of cuts in large ribbons and whole squares have detached. The area affected is 35 to 65 % of the lattice.
0B Flaking and detachment worse than Grade 1.
The accuracy and precision of the test result obtained by using cut test methods relies on the competency and experience of the operator and their ability to perform the test in a consistent manner – it’s not unusual for different operators to obtain dissimilar results. It’s therefore important that those carrying out tests should be properly skilled in order to obtain consistent results. More about training and ASTM D3359 at Fitz’s Atlas of Coating Surveys at https://fitzsatlas.com/




